




不要错过我们上传的【精密无缝管20MnVB无缝钢管品质优选】视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:【精密无缝管20MnVB无缝钢管品质优选】的图文介绍

将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。


提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
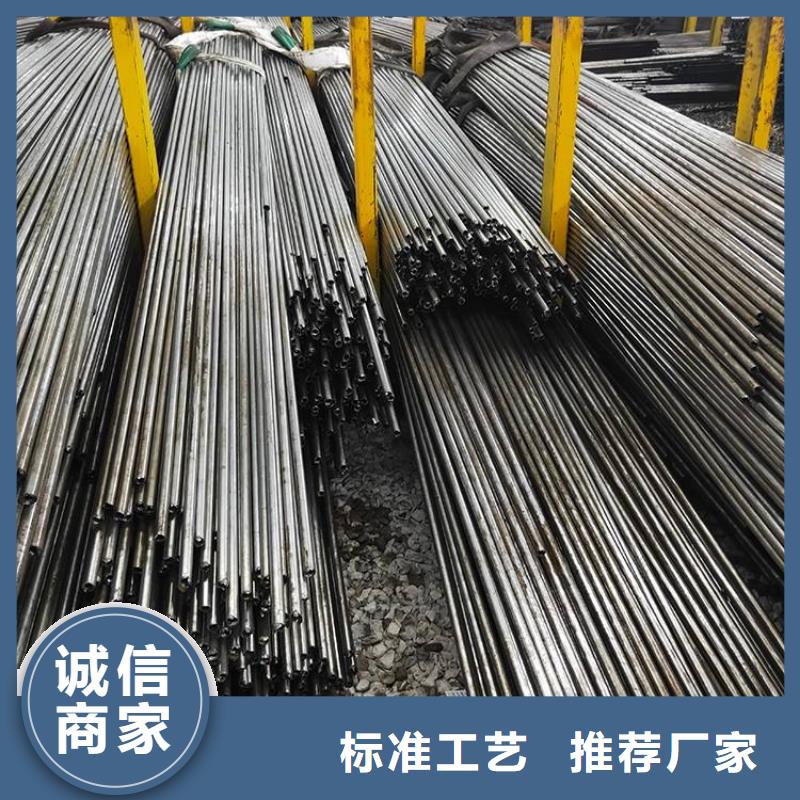
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。



融拓金属材料有限公司自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 河南开封20A无缝钢管产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。

